








































Dust Explosion Testing with the 20L Sphere: How to Determine Kst, Pmax, and MIE for Industrial Powder Hazard Classification
The 20L spherical explosion vessel is the globally standardized method for measuring the three most critical dust explosion parameters — Kst (deflagration index), Pmax (maximum explosion pressure), and MIE (minimum ignition energy) — that determine how a combustible powder is classified and how its handling environment must be engineered. These values, derived from standardized tests per EN 14034 and ASTM E1226, directly govern explosion vent sizing, suppression system design, and ATEX zone classification for any facility processing combustible powders. Without accurate Kst and MIE data, process safety decisions for dust-handling systems are based on assumption rather than evidence.

| Classification | St 1 (Weak) | St 2 (Strong) | St 3 (Very Strong) |
| Kst Range (bar·m/s) | 1–200 | 201–300 | 300 |
| Typical Materials | Grain, wood dust, PVC | Coal dust, cellulose, PMMA | Aluminum, magnesium, cornstarch |
| Explosion Severity | Moderate — standard venting may suffice | High — engineered suppression required | Extreme — specialized containment needed |
| Pmax Typical Range (bar g) | 7–9 | 8–10 | 10–13 |
| Process Safety Design Impact | Standard ATEX / NFPA 68 venting | Larger vent areas or suppression systems | Active suppression + isolation mandatory |
Why the 20L Sphere Is the Industry Standard for Dust Explosion Characterization
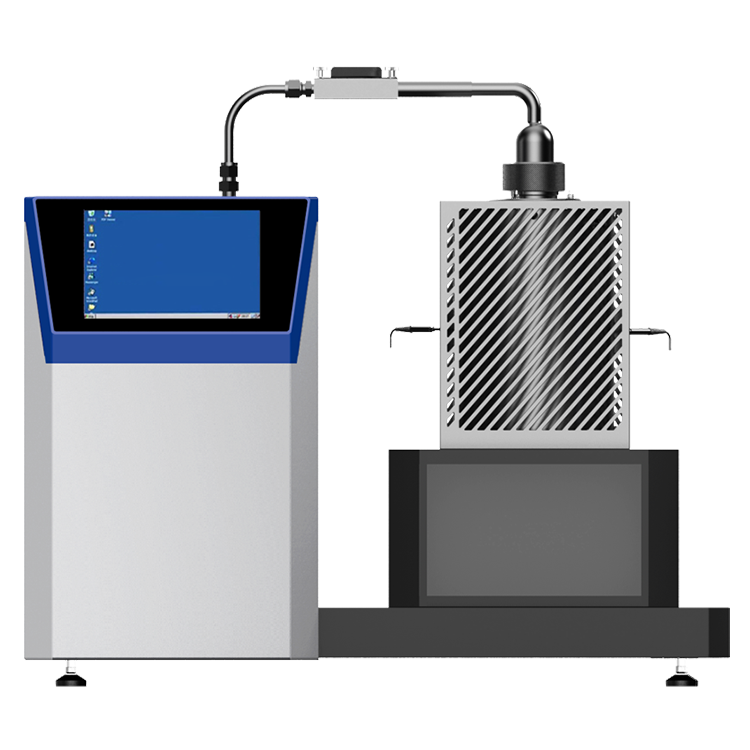
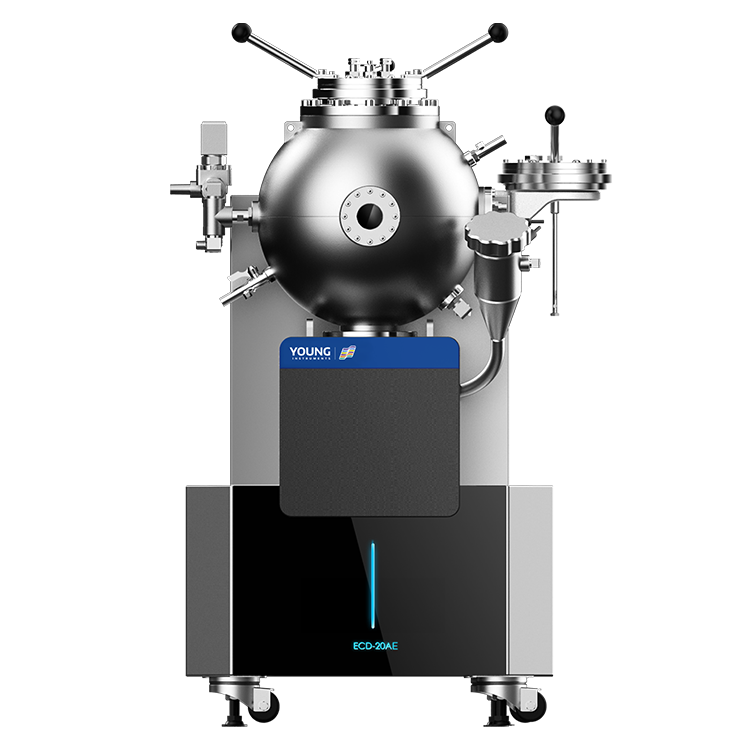
The 20L sphere replicates the turbulent, dust-dispersed conditions of a real industrial explosion in a controlled, repeatable laboratory environment. Its geometry ensures uniform dust dispersion via a chemical igniter, and its fast-response pressure transducers capture the full pressure-time profile of the deflagration event — typically within 60–100 milliseconds of ignition.
The standardized test sequence sweeps across a range of dust concentrations (typically 60–1000 g/m³) to identify the worst-case combination that produces the highest rate of pressure rise (dP/dt)max. The Kst value is then calculated using the cubic law:
Kst = (dP/dt)max × V^(1/3)
where V is the vessel volume in m³. This normalization allows results from the 20L sphere to be directly applied to full-scale industrial vessel design — a critical bridge between laboratory data and plant engineering.
Zeal Instruments’ 20L Spherical Explosion Tester is designed to meet EN 14034-1/2 and ASTM E1226 requirements, with automated dust dispersion, programmable ignition delay, and real-time data acquisition — ensuring reproducible results that satisfy regulatory and insurance requirements globally.

Measuring Kst and Pmax: Test Protocol and What the Numbers Mean
A complete Kst and Pmax determination requires testing at a minimum of five dust concentrations. For each concentration, the dust charge is injected into the sphere using a pressurized disperser nozzle, creating a turbulent cloud. After a defined ignition delay (typically 60 ms per EN 14034), the chemical igniter fires and the pressure transducer records the full pressure-time curve.
Key outputs from each test run:
- Pmax: The highest absolute pressure recorded across all concentrations — typically at the stoichiometric dust-to-air ratio.
- (dP/dt)max: The steepest slope on the pressure-time curve, indicating how fast the explosion develops.
- Kst: Normalized deflagration index derived from (dP/dt)max using the cubic law.
The resulting Kst value classifies the dust into St 1, St 2, or St 3 — each requiring progressively more robust explosion protection measures (see comparison table above). For example, a pharmaceutical manufacturer processing lactose powder (a common St 1 dust with Kst ~60 bar·m/s) would size explosion vents very differently than a metal powder producer handling aluminum (St 3, Kst often exceeding 400 bar·m/s).
Explore Zeal’s full range of combustion and explosion property testing instruments for complementary hazard characterization tools.
Determining Minimum Ignition Energy (MIE): The Sensitivity Parameter
While Kst and Pmax describe explosion severity, MIE quantifies ignition sensitivity — the minimum electrical spark energy (in millijoules) capable of igniting a suspended dust cloud under worst-case conditions. MIE is measured in a separate Hartmann-type tube or dedicated MIE apparatus per IEC 61241-2-3, not in the 20L sphere itself.
MIE values span an enormous range across industrial powders:
- Lycopodium (reference dust): ~1–3 mJ — highly sensitive, used for apparatus calibration
- Cornstarch: ~40–60 mJ — moderate sensitivity
- Coal dust: ~60–100 mJ
- Aluminum powder (<10 µm): <1 mJ — extremely sensitive, ignitable by electrostatic discharge from a person
MIE data directly informs decisions on electrostatic bonding and grounding requirements, permitted equipment categories in ATEX zones, and whether antistatic conveying equipment is mandatory. Zeal Instruments’ Dust Cloud Minimum Ignition Energy Tester delivers capacitive spark discharge testing across the full millijoule range with automated energy stepping and statistical pass/fail analysis per standard protocols.

From Test Data to Hazard Classification: A Real-World Application
Consider a specialty chemicals manufacturer introducing a new organic pigment powder into their production line. Before commissioning the new spray-drying and pneumatic conveying system, their process safety team needs to classify the powder and validate the explosion protection design.
Their testing program using the 20L sphere and MIE apparatus yields: Kst = 175 bar·m/s (St 1), Pmax = 8.2 bar g, and MIE = 25 mJ. These results have immediate engineering consequences:
- Explosion vent area is calculated per NFPA 68 / EN 14491 using Kst = 175 and Pmax = 8.2 bar g as inputs
- MIE = 25 mJ means standard antistatic conveying hoses and bonding/grounding are sufficient — no inert gas blanketing required
- The dust is classified as St 1, permitting standard ATEX Zone 22 equipment in the dryer housing under normal operating conditions
Without this data, the engineering team would have been forced to apply conservative worst-case assumptions — potentially over-engineering the protection system at significant cost, or under-engineering it with unacceptable safety risk.
For facilities also handling flammable gases or vapors alongside combustible dusts, the Explosion Limits Tester provides complementary LEL/UEL data to complete the hazard profile. Process safety teams managing reactive chemical intermediates may also benefit from thermal runaway screening approaches covered in our accelerating rate calorimeter guidance.
Building a Complete Powder Hazard Testing Program
Kst, Pmax, and MIE are the core parameters, but a defensible powder hazard classification program typically requires additional data points. Process safety engineers should consider the following complementary tests:
- Minimum Explosible Concentration (MEC): The lowest dust concentration that sustains propagation — also measurable in the 20L sphere
- Limiting Oxygen Concentration (LOC): Critical for inert gas protection system design (EN 14034-4)
- Layer Ignition Temperature (LIT) and Cloud Ignition Temperature (CIT): Required for ATEX temperature class assignment
- Self-heating behavior: For powders stored in bulk, the 75°C Thermal Stability Self-Heating Substance Tester identifies spontaneous ignition risks in storage
Integrating these datasets gives safety engineers and regulatory compliance teams the complete picture needed for UN GHS classification, ATEX documentation, and insurance underwriting submissions.
Zeal Instruments supports the full spectrum of chemical physical hazard testing — from dust explosion characterization to flash point, autoignition, and reactive chemical screening. If your facility is establishing or expanding a powder hazard testing capability, our technical team can help you define the right instrument configuration and test sequence for your specific materials and regulatory requirements. Contact Zeal Instruments to discuss your dust explosion testing needs.

