








































Combustible Dust Testing and Key Equipment for Dust Explosion Characterization
Dust explosion is essentially a rapid and violent oxidation reaction that occurs when combustible dust encounters an ignition source with sufficient energy under specific conditions. Among the five key elements of a dust explosion, hot surfaces are one of the most common ignition sources.
Unlike gas explosions, combustible dust can settle on equipment surfaces and form dust layers. Because dust layers have insulating properties, they can worsen heat dissipation from equipment surfaces. Even when the internal temperature of a machine is not high, dust accumulated on the external housing may still cause heat build-up. A piece of equipment that operates normally at an ambient temperature of 40°C may exceed its allowable surface temperature range after only 2 to 5 mm of dust accumulation.
Dust Cloud vs. Dust Layer
Dust Cloud
A dust cloud is formed when fine dust particles are suspended in air. The minimum ignition temperature of a dust cloud, often expressed as Tcl or MIT, is usually relatively high.
Dust Layer
A dust layer is formed when dust deposits on equipment surfaces. Because the dust remains in contact with the heat source for a longer time, its minimum ignition temperature, such as T5mm or T12.5mm, is usually much lower than that of a dust cloud.
In simple terms, a dust layer is often easier to ignite by hot surfaces than a suspended dust cloud. This is why combustible dust testing must consider both cloud and layer ignition risks.

Why Combustible Dust Testing Is Necessary
Combustible dust testing provides quantitative data for explosion risk assessment, equipment selection, process safety design, and regulatory compliance. It helps determine whether a dust can ignite or explode, how sensitive it is to ignition sources, and how severe an explosion could be if it occurs.
Key reasons for testing include:
- Regulatory and compliance requirements
Standards and regulations such as ATEX directives, NFPA 652/654, GB 15577, and GB/T 3836.12 require proper identification and assessment of dust explosion hazards. - Engineering design requirements
Explosion protection measures such as venting, inerting, explosion isolation, and explosion suppression must be based on measured data rather than experience or assumptions. - Typical high-risk production scenarios
Combustible dust testing is especially important in processes such as grinding, dry dust collection, pneumatic or mechanical conveying, cleaning, and maintenance operations.
Core Parameters in Combustible Dust Testing
Combustible dust testing parameters can generally be divided into two groups: sensitivity parameters and severity parameters.
Sensitivity parameters indicate how easily a dust can be ignited. Severity parameters indicate how violent the explosion may be once ignition occurs.
Sensitivity Parameters: How Easily Dust Can Ignite
MIE: Minimum Ignition Energy
Minimum Ignition Energy, or MIE, refers to the lowest spark energy required to ignite a dust cloud. It is used to evaluate the ignition sensitivity of dust to electrostatic discharge, mechanical sparks, and impact sparks.
A lower MIE means the dust is more sensitive to weak ignition sources. In industrial environments, this parameter directly affects the design of electrostatic grounding, antistatic measures, spark control, and explosion-proof electrical equipment selection.
MIT: Minimum Ignition Temperature of Dust Cloud
Minimum Ignition Temperature of a dust cloud, or MIT, is the lowest temperature at which a suspended dust cloud can ignite in a hot environment. This parameter is closely related to the surface temperature classification of electrical and mechanical equipment.
MIT data helps determine whether motors, lamps, heaters, sensors, and other equipment can be safely used in areas where combustible dust clouds may form.
LIT / T5mm / T12.5mm: Layer Ignition Temperature
Layer Ignition Temperature, or LIT, refers to the lowest temperature at which a deposited dust layer can ignite on a hot surface. It is commonly measured at specified layer thicknesses, such as 5 mm or 12.5 mm, and recorded as T5mm or T12.5mm.
Because dust layers can trap heat, their ignition temperature is often much lower than the ignition temperature of dust clouds. This parameter is critical for setting the maximum allowable surface temperature of equipment housings, pipes, lighting fixtures, and other surfaces where dust may accumulate.
MEC: Minimum Explosible Concentration
Minimum Explosible Concentration, or MEC, refers to the lowest concentration of dust suspended in air that can support flame propagation. It is also known as the lower explosion limit for dust.
MEC data is used in ventilation, dust collection, and process enclosure design. It helps engineers understand whether a dust concentration inside a system may enter an explosive range.
LOC: Limiting Oxygen Concentration
Limiting Oxygen Concentration, or LOC, is the maximum oxygen concentration at which a dust cloud cannot be ignited under defined test conditions. It is a key design input for inerting systems using nitrogen, carbon dioxide, or other inert gases.
LOC data helps determine oxygen monitoring alarm values, interlock thresholds, and inert gas supply requirements for mills, silos, conveying lines, reactors, and other enclosed process systems.
Severity Parameters: How Violent the Explosion Can Be
Pmax: Maximum Explosion Pressure
Maximum Explosion Pressure, or Pmax, is the highest pressure generated by a dust explosion in a closed test vessel. This parameter is used to evaluate the pressure resistance requirements of process equipment, vessels, dust collectors, and pipelines.
(dP/dt)max: Maximum Rate of Pressure Rise
The maximum rate of pressure rise, or (dP/dt)max, represents the steepest increase in explosion pressure over time. It reflects how rapidly the explosion develops after ignition.
This parameter is important for explosion venting, suppression, and isolation system design.
Kst: Deflagration Index
Kst is the standardized dust deflagration index calculated from the maximum rate of pressure rise:
Kst = (dP/dt)max × V^(1/3)
Because Kst is standardized by vessel volume, it allows different dusts to be compared under consistent conditions. It is one of the most important parameters for evaluating dust explosion severity and designing explosion protection systems.
St Class Based on Kst
Dust explosion severity is commonly classified according to Kst values:
| St Class | Kst Range | Explosion Severity |
| St1 | 0–200 bar·m/s | Weak explosion severity |
| St2 | 200–300 bar·m/s | Strong explosion severity |
| St3 | 300 bar·m/s | Very strong explosion severity |
It should be noted that “weak” does not mean “safe.” Even St1 dust explosions can cause serious equipment damage, secondary explosions, production shutdowns, and safety incidents if proper protection measures are not in place.
Key Equipment and Methods for Combustible Dust Testing
Different combustible dust parameters require different testing instruments. The following equipment is commonly used to evaluate ignition sensitivity, explosion severity, and inerting requirements.
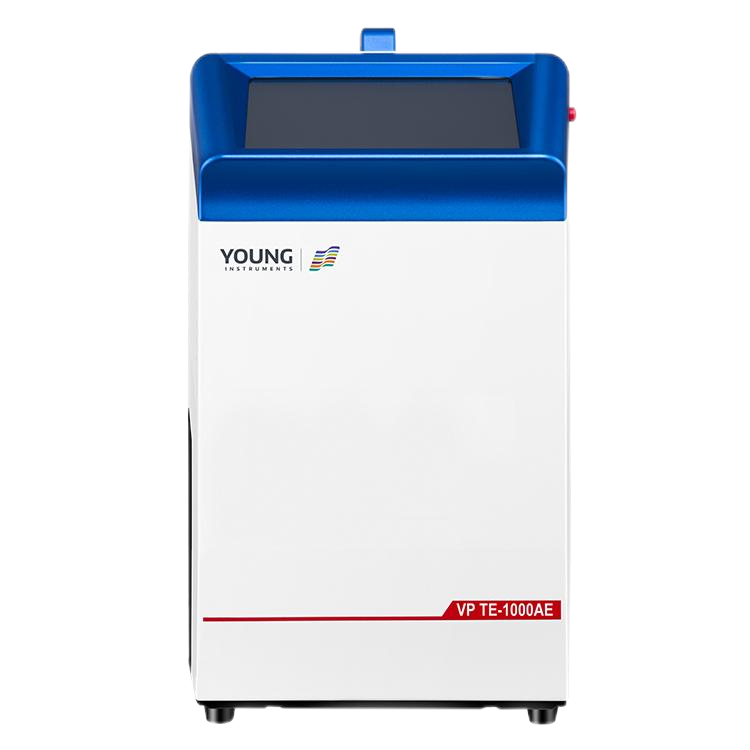
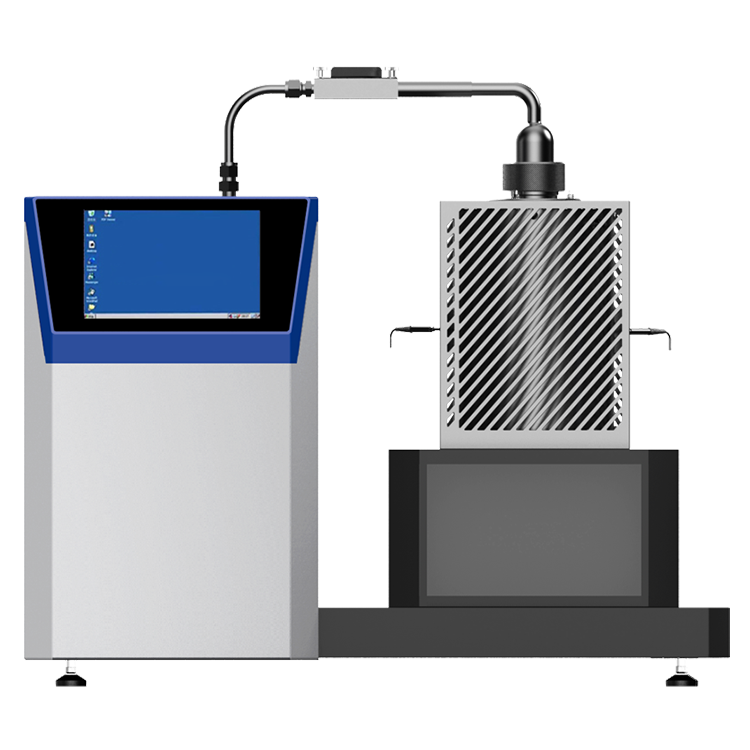
Dust Cloud Minimum Ignition Energy Tester
When evaluating the sensitivity of dust to low-energy ignition sources, the dust cloud minimum ignition energy tester is one of the primary instruments.
This instrument is typically based on a Hartmann tube or an improved test chamber. During the test, the dust sample is dispersed at a specified concentration to form a dust cloud. A precisely controlled electrical spark then releases a known amount of energy. The spark energy is gradually reduced until the critical value that can just ignite the dust cloud is identified. This value is the Minimum Ignition Energy, or MIE.

MIE directly determines the hazard level of electrostatic discharge, mechanical friction sparks, and tool impact sparks in a process environment. The lower the MIE, the more sensitive the dust is to weak ignition sources. In such cases, stricter electrostatic grounding, explosion-proof equipment selection, and spark control measures are required.
For this reason, MIE data is a key input for hazardous area classification, explosion protection design, and equipment selection in combustible dust environments.
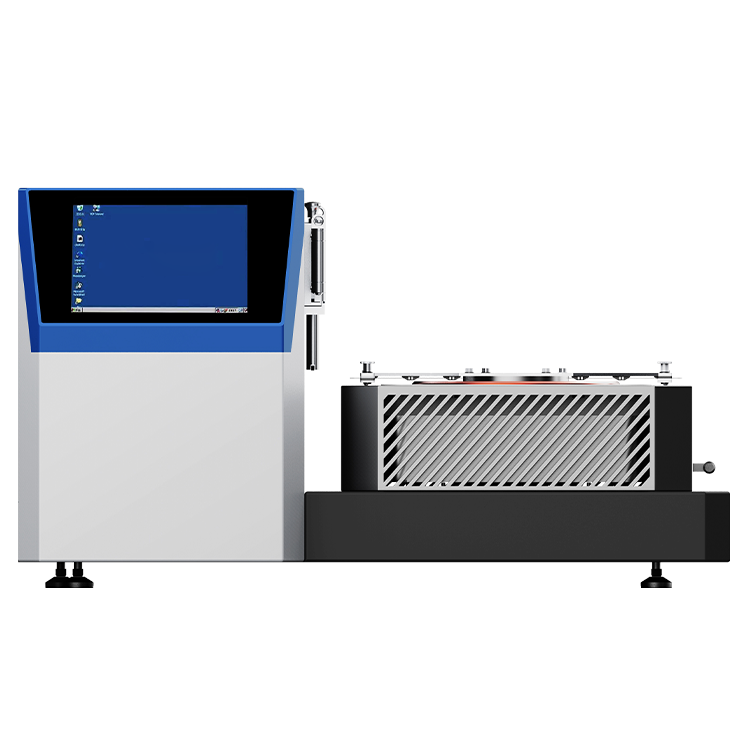
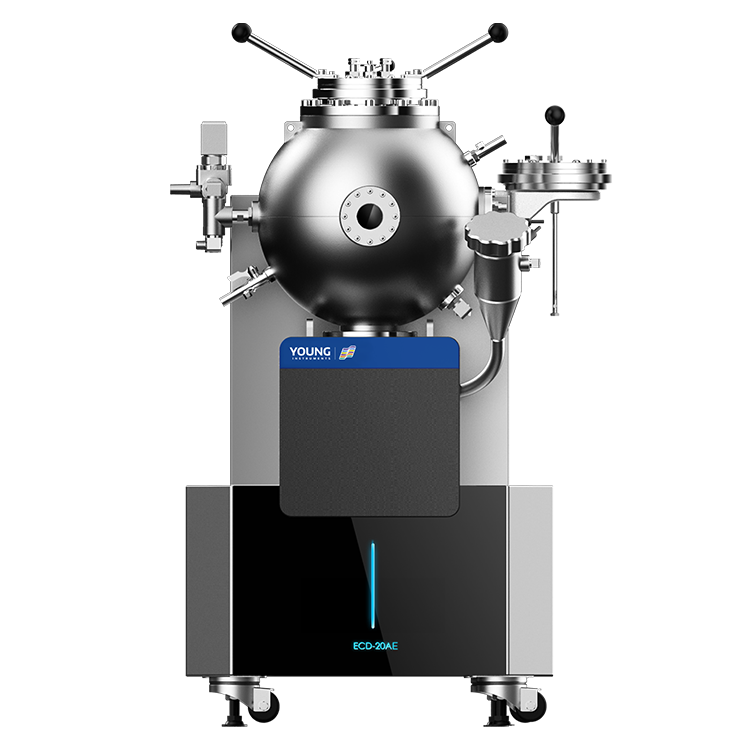
20L Spherical Explosion Tester
If there is one core instrument in combustible dust explosion testing, it is the 20L spherical explosion tester.
This near-spherical stainless steel vessel uses a high-pressure dust dispersion system to suspend the dust sample evenly inside the chamber. The dust cloud is then ignited by a chemical igniter or electrical spark. High-precision pressure sensors mounted on the vessel wall record the explosion pressure-time curve in real time.

Based on this pressure curve, several key parameters can be obtained, including maximum explosion pressure, maximum rate of pressure rise, Kst, and St Class. By changing dust concentration, the tester can also be used to determine the Minimum Explosible Concentration. By gradually reducing oxygen concentration, it can support the determination of Limiting Oxygen Concentration.
In engineering applications, data from the 20L spherical explosion tester is widely used for Go/No-Go explosibility screening, explosion venting design, explosion suppression system design, inerting system design, and dust hazard assessment.
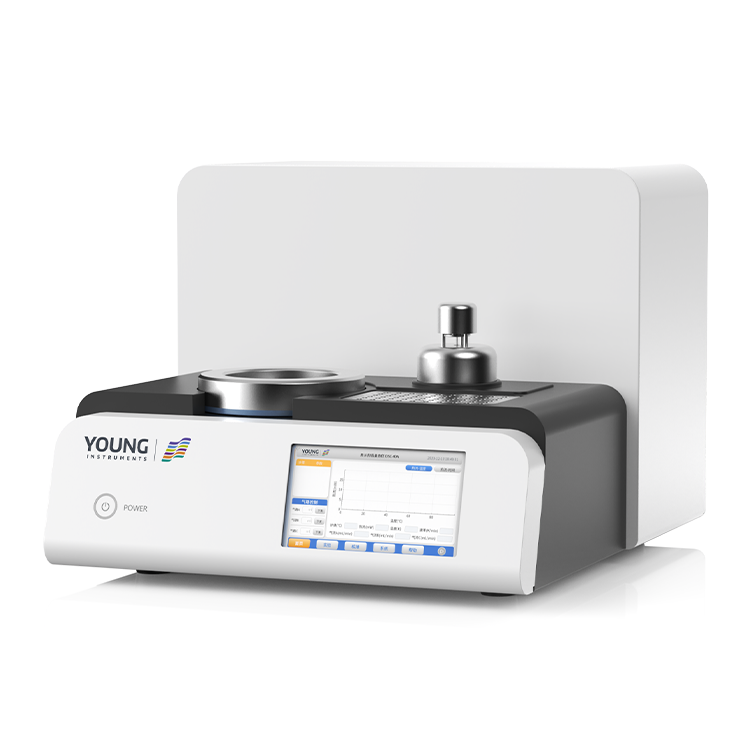
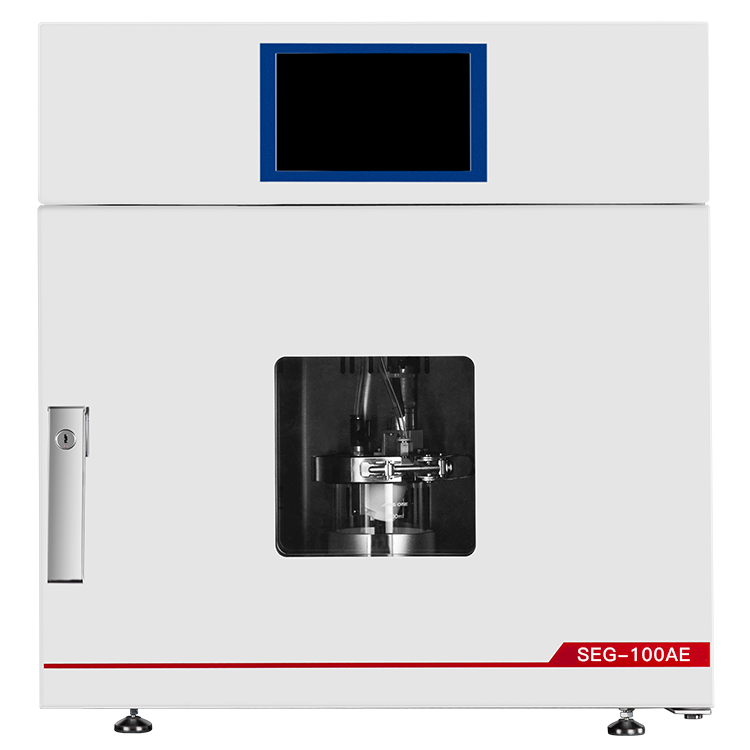
Dust Cloud Minimum Ignition Temperature Tester
The Minimum Ignition Temperature of a dust cloud is a key basis for determining the surface temperature classification of electrical and mechanical equipment.
This test is commonly performed using a Godbert-Greenwald furnace. During the test, the dust sample is carried by airflow through a vertical quartz tube placed inside a heated furnace. The furnace temperature is increased step by step, and the test observes whether flame or a clear temperature rise occurs at the outlet.

A lower MIT means the dust cloud can be ignited at a lower hot-surface temperature. Therefore, stricter limits must be applied to the maximum surface temperature of motors, lamps, heaters, and other equipment used in combustible dust areas.
MIT data directly supports temperature class selection and helps prevent hot surfaces from igniting suspended dust clouds.
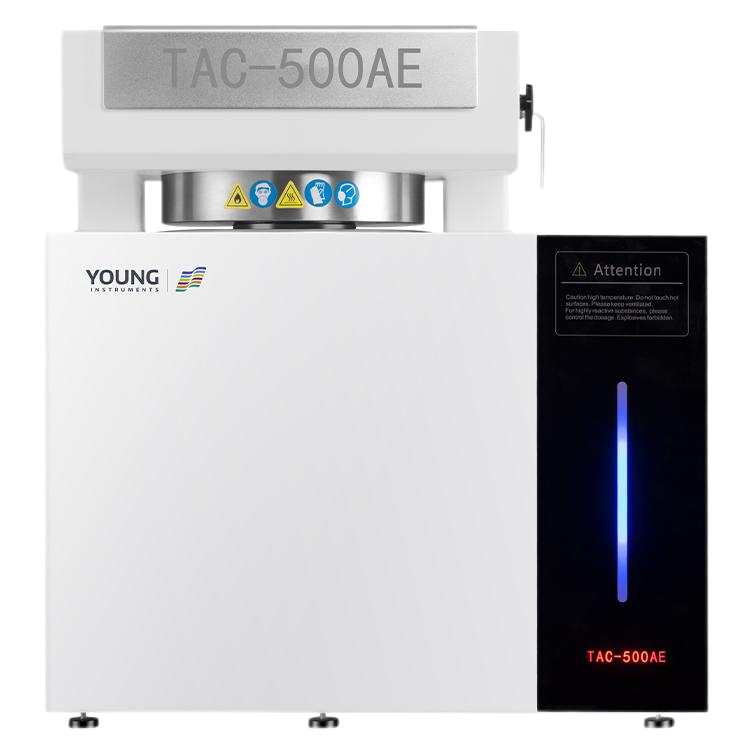
Dust Layer Minimum Ignition Temperature Tester
Compared with suspended dust clouds, dust layers deposited on equipment surfaces are often easier to ignite. This is because the insulating effect of the dust layer can cause heat to accumulate continuously.
The dust layer minimum ignition temperature tester usually uses a programmable hot plate as the heat source. A dust layer of specified thickness, commonly 5 mm or 12.5 mm, is evenly placed on the hot plate surface. The hot plate is then heated at a controlled rate while the tester monitors whether flameless self-heating or visible flame occurs inside the dust layer.
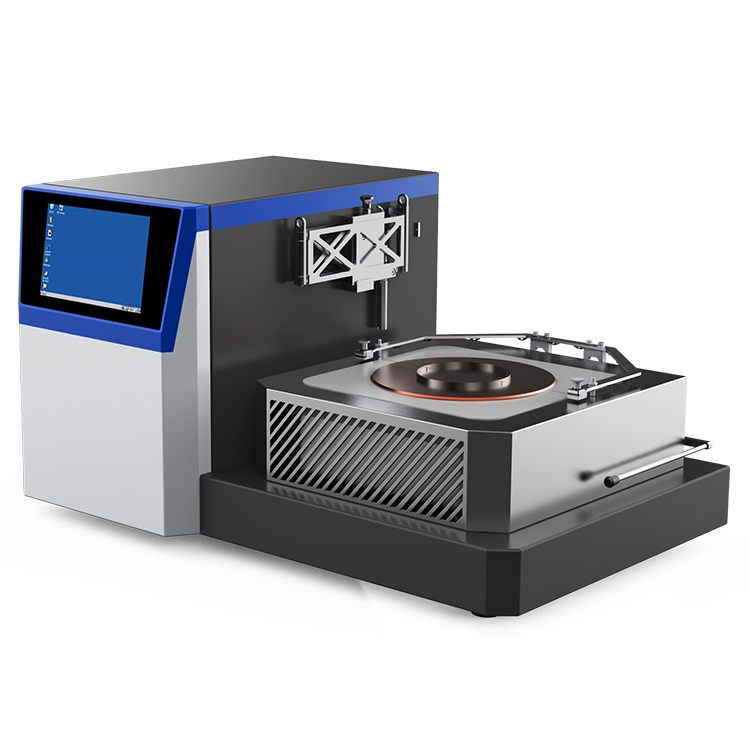
The measured Layer Ignition Temperature, recorded as T5mm or T12.5mm, is often significantly lower than the MIT of a dust cloud. This data provides a strict safety limit for the surface temperature of equipment housings, pipe walls, lighting fixtures, and other surfaces where dust may accumulate.
It is also an important basis for equipment layout, surface temperature monitoring, and regular cleaning procedures in industrial plants.
Limiting Oxygen Concentration Test System
When inerting protection is required, such as nitrogen or carbon dioxide inerting for grinding, conveying, or silo systems, Limiting Oxygen Concentration becomes one of the most important design parameters.
LOC testing is usually performed using a 20L spherical explosion tester or a 1 m³ explosion vessel rather than a completely independent instrument. During the test, dust clouds are prepared at different oxygen concentrations inside the vessel. The oxygen concentration is gradually reduced until the dust cloud can no longer be ignited under the defined test conditions. This oxygen level is recorded as the LOC.
The lower the LOC, the more sensitive the dust may be in oxygen-reduced environments, and the lower the safe oxygen threshold required for inerting protection.
Based on LOC data, companies can set alarm values and interlock values for online oxygen monitoring systems, calculate inert gas supply requirements, and ensure that the process system remains within a safe oxygen concentration range.

Typical High-Risk Operations in Production
Combustible dust hazards can appear in many production stages. Testing helps identify whether the dust involved in these operations can create an ignition or explosion risk.
Grinding and Milling
Grinding and milling processes can generate large amounts of fine dust. Mechanical force may disperse dust into the air, forming a dust cloud within the explosive range. At the same time, friction, impact, static electricity, and overheated machine parts may become ignition sources.
Dry Dust Collection
Before dust is captured by a dust collector, it is usually in a suspended state. Dust attached to filter media may also become suspended again during pulse cleaning. If a suitable ignition source is present, a dust explosion may occur inside the dust collector.
Conveying
During pneumatic or mechanical conveying, dust is often in a loose and suspended state. This creates favorable conditions for dust explosion. Because conveying lines are often connected to dust collectors, silos, and process equipment, an explosion in one area may propagate and trigger a secondary explosion.
Cleaning
Dust accumulated on floors, walls, beams, platforms, and equipment surfaces can become hazardous if not removed in time. During cleaning, the dust may be dispersed into the air and form an explosive dust cloud. Improper cleaning methods may increase the risk instead of reducing it.
Maintenance and Repair
Hot work such as gas cutting, welding, grinding, and polishing is common during maintenance. If combustible dust is present in the work area, these activities may provide a direct ignition source and cause a dust explosion.
Practical Measures to Prevent Dust Explosions
Combustible dust testing provides the scientific basis for prevention, but effective dust explosion protection also requires process control, equipment management, ignition source control, and regular housekeeping.
Control Dust Concentration in Air
Dust concentration should be controlled within safe and hygienic limits. For feed processing, powder handling, and raw material storage systems, equipment should be sealed during operation. Any leakage, dust escape, or material spill should be repaired promptly. If the equipment cannot be repaired effectively, it should be replaced.
Ventilation and dust collection systems should be operated properly. The system should be checked regularly for air leakage, dust discharge, dust build-up in horizontal ducts, and dust accumulation in elbows. Dampers, inspection doors, and cleaning doors should be adjusted correctly to maintain system balance and dust collection efficiency.
Dust collection systems should be started before production equipment and shut down after production equipment, with a suitable delay such as 15 minutes. This helps remove residual dust from the system after production stops.
A regular cleaning system should be strictly implemented. Dust deposited on walls, beams, doors, windows, frames, platforms, and equipment surfaces should be removed in time because such deposits may create conditions for secondary explosions. Cleaning should avoid raising dust into the air. Fixed or mobile vacuum cleaning systems are preferred.
Dust and impurities removed from raw materials should not be returned to the production process. They should be collected separately and transferred to a designated safe location for disposal.
Dust concentration in hazardous areas and critical working points should be measured regularly. If the concentration exceeds the allowable range, corrective measures should be taken. Necessary dust detection and monitoring instruments should be provided and managed by trained personnel.
Control Ignition Sources in Hazardous Areas
Ignition source control is essential in combustible dust environments.
Matches, lighters, and other open-flame sources should not be brought into hazardous areas. Smoking should be prohibited. Shoes with iron nails or metal plates should not be worn in hazardous areas. Iron tools should not be used to scrape dust from concrete floors if they may generate sparks. Welding, cutting, and other hot work should not be performed in hazardous areas unless proper safety procedures and permits are in place.
Raw materials should pass through screening and magnetic separation before entering the production line to prevent metal pieces or other hard foreign objects from entering conveying, grinding, or impact equipment. During production, magnetic separators should be used before materials enter hammer mills, grinders, bucket elevators, scraper conveyors, and other equipment where impact or friction may occur.
Mechanical friction and heat generation should be carefully controlled. Bearings should be installed in exposed and accessible positions where possible. Temperature sensors can be used for automatic monitoring. Bearings should be inspected and lubricated regularly to prevent overheating.
Belt slip should be prevented. Bucket elevators should be equipped with speed monitoring devices to detect slip between the belt and pulleys. Protective layers such as rubber lining or friction strips may be used on head pulleys where appropriate. Belt misalignment and bucket collision with the casing should also be prevented. Plastic or polyurethane buckets may be considered instead of steel buckets to reduce spark risk. Explosion venting should be considered for appropriate locations.
Conveyor belts should be joined using vulcanized joints where possible, rather than bolts or belt fasteners. Chutes, pipe fittings, and frames inside workshops should use bolted connections when suitable, making maintenance easier and reducing the need for welding.
Electrical equipment in workshops and warehouses should be dust-protected. In humid or high-dust concentration areas, explosion-proof electrical equipment should be selected when required. Electrical wiring should meet explosion protection requirements and be inspected regularly to prevent short circuits, exposed connections, and overheating caused by overload.
All buildings, equipment, metal silos, hoppers, and pipelines should be properly grounded to prevent static electricity accumulation. Grounding resistance should be measured regularly. Lightning protection should also be provided for medium- and high-rise structures.
At powder loading and unloading points, site layout should reduce the need for vehicles to start engines in dusty areas. Low-voltage focused lighting should be used inside silos instead of portable lamps. Silos and bins should be equipped with level indicators to monitor material levels and prevent blockage.
Fan blades should be inspected regularly to ensure they remain intact. Damaged or detached blades may create sparks or mechanical impact hazards, increasing the risk of dust ignition.
Conclusion
Combustible dust testing is not only a laboratory procedure. It is the foundation for identifying dust explosion hazards, selecting explosion-proof equipment, designing protection systems, and building safer production processes.
Parameters such as MIE, MIT, LIT, MEC, LOC, Pmax, (dP/dt)max, and Kst provide the data needed to understand both ignition sensitivity and explosion severity. Instruments such as the dust cloud minimum ignition energy tester, 20L spherical explosion tester, dust cloud minimum ignition temperature tester, dust layer minimum ignition temperature tester, and explosion range tester help transform combustible dust risks into measurable engineering data.
For industries handling powders, granules, fibers, metal dusts, food dusts, feed materials, plastics, chemicals, or pharmaceutical powders, combustible dust testing is a critical step toward safer operation, compliant design, and effective explosion prevention.

